Introduction
Extrusion techniques have transformed the manufacturing industry, enabling the precise and efficient production of a wide range of plastic and metal items. The extruder screw and barrel work on the basic principle of melting and compacting the polymer, pushing it to the mold at constant pressure, constant temperature, and constant speed, and forming a cavity in the molten state of the product through the mold. The gap between the screw and the barrel is an important part of the extrusion process. This gap is critical in influencing the quality and efficiency of the extrusion process. In this article, we will look at the principles of the extrusion screw and barrel, as well as the relevance of the gap, the factors that influence it, the necessity for gap management, methods for gap measurement, correcting the gap, troubleshooting, and real-life case studies. Manufacturers may optimize their extrusion processes and obtain superior product quality by recognizing the significance of the distance between the screw and barrel.

Fundamentals of Extrusion Process
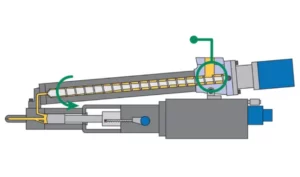
To understand the importance of the gap in extrusion operations, it is necessary to first understand the basics of extrusion screws and barrels. A screw is responsible for melting the raw material and pushing it forward through the barrel in extrusion. The barrel, on the other hand, acts as a pathway for the molten material to flow through and solidify into the desired shape. The screw and barrel design vary depending on the application, material, and desired output.
In different extrusion applications, various barrels and screws are used. Single-screw extruders, for example, are often used for simple profiles, whereas twin-screw extruders offer higher output and better mixing capabilities for more complex applications. Variations in screw and barrel shape, such as the length-to-diameter ratio and the presence of mixing devices, also improve extrusion efficiency and quality. Following are the few characteristics of extruder screw and barrel:
- Low cost and simple structure.
- It is appropriate for plasticizing polymer extrusion and pellet extrusion processing. The polymer suffers negligible shear degradation, yet it remains in the extruder for an extended period.
- Simple process management and operation.
Importance of the gap between the barrel and the screw
The space or clearance maintained between the barrel and screw during the extrusion process is referred to as the gap between the barrel and screw. This gap is critical for several reasons. For example, it helps the molten material to flow more efficiently through the barrel, avoiding any obstructions or excessive pressure buildup. Second, it aids in correct material mixing and homogenization, assuring constant product quality. Finally, it creates a regulated environment for heat transfer, which improves extrusion efficiency.
Factors affecting the gap
The size and maintenance of the gap between the screw and the barrel are influenced by several factors.
- Temperature: Temperature is important because the material expands thermally during the extrusion process. Higher temperatures lead the material to expand, potentially narrowing the gap. Lower temperatures, on the other hand, may cause the material to compress, resulting in a greater gap. Because of the significant heat conduction in other places, the extruder screw has a greater temperature. As a result, the temperature difference between the extruder screw and the barrel exists. Because of the temperature difference, the two expand at different rates, changing the gap between them.
- Material: The gap is also affected by material qualities such as viscosity and thermal conductivity. Higher viscosity materials may require greater gaps to maintain smooth flow, but highly conductive materials may require smaller gaps for efficient heat transmission.
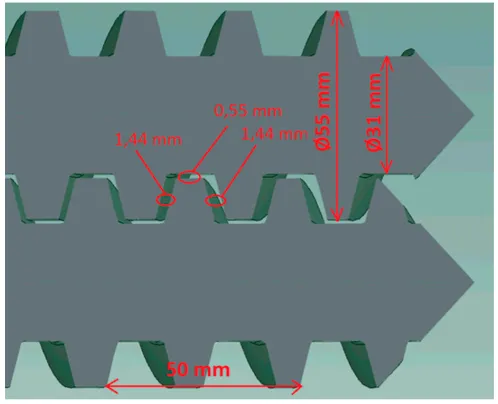
- Design: The gap is also affected by the screw design and barrel shape. The gap size necessary for best performance can be influenced by variations in the flight depth, channel width, and mixing factors.
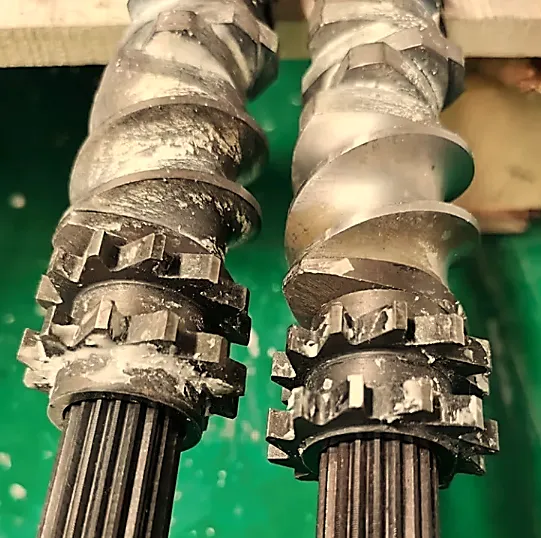
- Wear and Tear: Similarly, component wear and tear might cause the gap to change over time. The screw and barrel of an extruder will typically show evidence of wear when it is used in production. The key indicators are a decrease in specific rate and greater discharge temperatures. As the screw and barrel undergo friction and wear, the gap may gradually widen, affecting the efficiency and product quality of the extrusion process.
- Shear Rate and Pressure: Furthermore, the gap is affected by the shear rate and pressure built up within the extruder. Larger gaps may be required to prevent material degradation and excessive backflow at higher shear rates and pressures.
Incorrect Gap and Methods for Gap Measurement
An improper gap can result in several unfavorable outcomes, which may include:
- Product Defects: A varying, or improper gap can cause product defects such as surface flaws, dimensional inconsistencies, and other difficulties that render the product unsuitable.
- Poor Quality: Differences in the gap have a direct impact on the consistency and quality of the products. Customer dissatisfaction and increasing rejection rates can result from inconsistent quality.
- Increased Manufacturing costs: A variable gap might result in increased energy usage, material waste, and maintenance expenses. This can have a considerable impact on overall production costs.
Manufacturers use a variety of measurement procedures and technologies to assure the proper gap size.
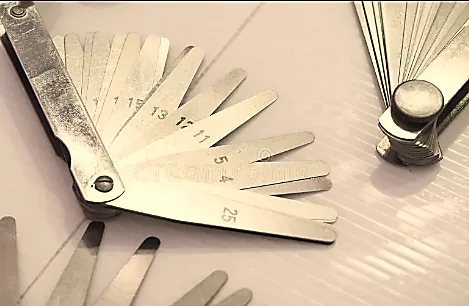
- The Feeler Gauge: It uses a set of thin blades to measure the distance between the screw and barrel, is a popular approach. This method is quick and straightforward to use, although it may lack precision.
- Laser Measuring Devices: It uses laser beams to measure the gap in real time, providing a more accurate technique. They are, however, costly and require advanced machinery.
- Ultrasonic Measures: It uses sound waves to estimate gap size, are another alternative for gap measuring that offers good accuracy and dependability.
The following video shows how to measure the clearance of screw?
Each measurement method has advantages and disadvantages. When deciding on the best gap measurement approach for their extrusion processes, manufacturers must evaluate cost, accuracy requirements, and convenience of application.
Troubleshooting of improper gap between screw and barrel
When an improper gap is encountered, changes must be made to achieve optimal extrusion performance. Troubleshooting the gap between the screw and the barrel requires a thorough examination of potential problems and their underlying causes. An inadequate gap size may be indicated by insufficient material flow, uneven product dimensions, or poor material mixing. If the gap is too small, lowering the temperature or altering the material qualities may help the material expand and provide an appropriate gap. Increasing the temperature or using materials with reduced viscosity, on the other hand, can assist reduce an excessively big gap. One of the most crucial activities in extrusion production processes is troubleshooting and issue solving. Ineffective troubleshooting might result in lengthy downtime, poor quality products, and hence lost profit. Manufacturers can detect and address underlying issues by studying extrusion process factors such as temperature, pressure, and material qualities. Regularly monitoring the extrusion process and taking frequent gap measurements can help troubleshoot and prevent future issues.
The following figure shows that the extruder is undergoing vent flow, in that case the first thing that we need to check is whether the diverter is installed in the vent or not.
The following video shows troubleshooting the twin screw extruder,
Case Studies
Gap between barrel and screw in plastic Extrusion:
Maintaining a proper gap is critical in the plastic extrusion operations for generating high-quality plastic goods. Manufacturers use modern laser-based measurement devices and complex control mechanisms to ensure a stable gap. As a result, they achieve high levels of consistency in product quality, reduced material waste, and increased production efficiency.

Gap between barrel and screw in food Processing:

The gap between the screw and the barrel is critical in the food processing sector for ensuring the quality and texture of food items. Manufacturers can make a wide range of food items, from extruded snacks to textured vegetable proteins, by carefully managing the gap and changing it according to the specific food product being processed.
Future Trends
As technology advances, the extrusion industry is expected to see new breakthroughs in gap control approaches. Measurement tool, automation, and process monitoring system advancements will improve manufacturers’ capacity to maintain accurate gap sizes, resulting in better product quality and higher production efficiency. Manufacturers may optimize their extrusion processes, stay competitive in the market, and fulfill the industry’s ever-growing needs by understanding the role and relevance of the gap between the screw and barrel.
Conclusion
Ultimately, the gap between the screw and the barrel is an important part of the extrusion process. Its dimensions and upkeep have a direct impact on product quality, extrusion efficiency, and overall production success. Manufacturers can control the gap and obtain ideal results by considering elements such as temperature, material qualities, design, wear and tear, shear rate, and pressure. Using suitable measurement tools, troubleshooting procedures, and learning from real-world case studies can help to improve gap control approaches even further. Manufacturers may unlock the full potential of extrusion processes and deliver superior products to their consumers if they have a thorough understanding of the gap between the screw and the barrel.
FAQs
1. In extrusion, what is the gap between the screw and barrel, and why is it significant?
Ans. The space or distance in an extrusion machine between the inner surface of the barrel and the rotating screw is referred to as the “gap between the screw and barrel.” It’s essential because it controls the flow and processing of materials, affecting product quality and production efficiency.
2. How can I precisely measure the gap between the screw and barrel?
Ans. A variety of techniques, such as feeler gauges, ultrasonic sensors, and laser-based measurement systems, can be used to measure gaps. Consistent gap control is ensured by routine monitoring.
3. What are the consequences of having an incorrect gap in extrusion processes?
Ans. An inaccurate gap might result in variable quality, higher production costs, and product faults. Maintaining the proper spacing is essential for the best outcomes.