Введение
Методы экструзии изменили производственную индустрию, обеспечив точное и эффективное производство широкого спектра изделий из пластика и металла. На сайте шнек и стержень экструдераl работают по основному принципу: расплавление и уплотнение полимера, проталкивание его в пресс-форму при постоянном давлении, постоянной температуре и постоянной скорости и формирование полости в расплавленном состоянии продукта, проходящего через пресс-форму. Зазор между шнеком и цилиндром является важной частью процесса экструзии. Этот зазор оказывает решающее влияние на качество и эффективность процесса экструзии. В этой статье мы рассмотрим принципы работы экструзионного шнека и бочки, а также значение зазора, факторы, влияющие на него, необходимость управления зазором, методы измерения зазора, коррекцию зазора, устранение неполадок и примеры из реальной жизни. Производители могут оптимизировать свои процессы экструзии и добиться превосходного качества продукции, осознав важность расстояния между шнеком и барабаном.

Основы процесса экструзии
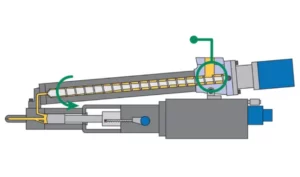
Чтобы понять важность зазора в операциях экструзии, необходимо сначала разобраться в основах экструзионных шнеков и бочек. Шнек отвечает за расплавление сырья и его проталкивание через ствол при экструзии. Ствол, в свою очередь, служит для прохождения расплавленного материала и его застывания в нужной форме. Конструкция шнека и бочки зависит от области применения, материала и желаемой производительности.
Для различных видов экструзии используются различные бочки и шнеки. Одношнековые экструдеры, например, часто используются для изготовления простых профилей, в то время как двухшнековые экструдеры обеспечивают более высокую производительность и лучшие возможности смешивания для более сложных задач. Различия в форме шнека и бочки, такие как соотношение длины и диаметра и наличие перемешивающих устройств, также повышают эффективность и качество экструзии. Ниже приведены некоторые характеристики шнека и ствола экструдера:
- Низкая стоимость и простая структура.
- Он подходит для экструзии пластифицированных полимеров и экструзионной обработки гранул. Полимер подвергается незначительной деструкции при сдвиге, но при этом остается в экструдере в течение длительного времени.
- Простое управление процессом и эксплуатация.
Важность зазора между стволом и винтом
Пространство или зазор, сохраняющийся между стволом и шнеком в процессе экструзии, называется зазором между стволом и шнеком. Этот зазор очень важен по нескольким причинам. Например, он помогает расплавленному материалу более эффективно проходить через ствол, избегая каких-либо препятствий или чрезмерного повышения давления. Во-вторых, он способствует правильному смешиванию и гомогенизации материала, обеспечивая постоянное качество продукции. Наконец, он создает регулируемую среду для теплопередачи, что повышает эффективность экструзии.
Факторы, влияющие на разрыв
Размер и величина зазора между шнеком и стволом зависят от нескольких факторов.
- Температура: Температура важна, так как в процессе экструзии материал термически расширяется. Более высокие температуры приводят к расширению материала, потенциально уменьшая зазор. Более низкие температуры, напротив, могут привести к сжатию материала, что приведет к увеличению зазора. Из-за значительной теплопроводности в других местах шнек экструдера имеет более высокую температуру. В результате возникает разница температур между шнеком экструдера и стволом. Из-за разницы температур они расширяются с разной скоростью, изменяя зазор между ними.
- Материал: На величину зазора также влияют такие качества материала, как вязкость и теплопроводность. Материалы с высокой вязкостью могут требовать больших зазоров для поддержания плавного потока, а материалы с высокой теплопроводностью могут требовать меньших зазоров для эффективной передачи тепла.
- Дизайн: На величину зазора также влияет конструкция шнека и форма ствола. На размер зазора, необходимый для достижения наилучшей производительности, могут влиять изменения глубины полета, ширины канала и факторов смешивания.
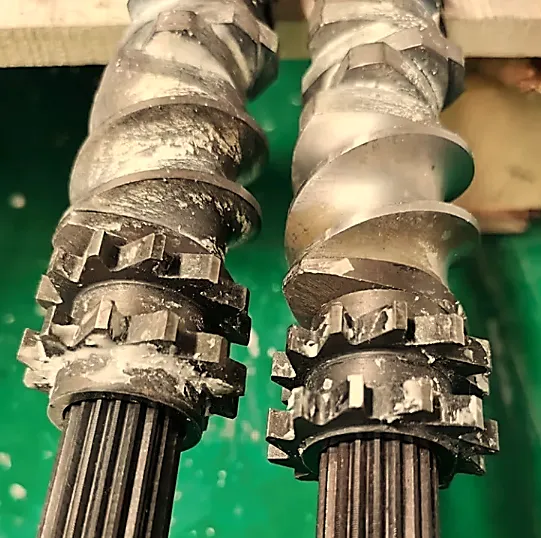
- Износ: Аналогично, износ компонентов может привести к изменению зазора с течением времени. Шнек и ствол экструдера обычно имеют признаки износа, когда они используются в производстве. Основными признаками являются снижение удельной скорости и повышение температуры нагнетания. По мере трения и износа шнека и ствола зазор может постепенно увеличиваться, что влияет на эффективность и качество продукции в процессе экструзии.
- Скорость сдвига и давление: Кроме того,На величину зазора влияет скорость сдвига и давление, создаваемое в экструдере. Для предотвращения разрушения материала и чрезмерного обратного потока при более высоких скоростях сдвига и давлении могут потребоваться большие зазоры.
Неправильный зазор и методы измерения зазора
Неправильный зазор может привести к нескольким неблагоприятным последствиям, среди которых:
- Дефекты продукции: Изменяющийся или неправильный зазор может привести к дефектам изделия, таким как дефекты поверхности, несоответствие размеров и другие трудности, которые делают изделие непригодным для использования.
- Низкое качество: Различия в зазорах оказывают прямое влияние на постоянство и качество продукции. Неудовлетворенность клиентов и рост числа отказов могут стать результатом несоответствующего качества.
- Увеличение производственных затрат: Переменный зазор может привести к увеличению потребления энергии, отходов материалов и расходов на техническое обслуживание. Это может оказать значительное влияние на общие производственные затраты.
Производители используют различные измерительные процедуры и технологии для обеспечения надлежащего размера зазора.
- Измеритель Feeler Gauge: Для измерения расстояния между винтом и стволом используется набор тонких лезвий. Этот метод быстр и прост в использовании, хотя ему может не хватать точности.
- Лазерные измерительные приборы: В них используются лазерные лучи для измерения зазора в режиме реального времени, что обеспечивает более точную методику. Однако они дорогостоящие и требуют наличия современного оборудования.
- Ультразвуковые измерения: Используют звуковые волны для оценки размера зазора, являются еще одной альтернативой для измерения зазора, которая предлагает хорошую точность и надежность.
В следующем видеоролике показано, как измерить зазор в винте?
Каждый метод измерения имеет свои преимущества и недостатки. При выборе наилучшего метода измерения зазоров для своих экструзионных процессов производители должны оценить стоимость, требования к точности и удобство применения.
Устранение неисправностей, связанных с недостаточным зазором между винтом и стволом
При возникновении неправильного зазора необходимо внести изменения для достижения оптимальной производительности экструзии. Устранение неисправностей зазора между шнеком и бочкой требует тщательного изучения потенциальных проблем и их основных причин. На недостаточный размер зазора может указывать недостаточный поток материала, неравномерные размеры продукта или плохое смешивание материала. Если зазор слишком мал, снижение температуры или изменение качества материала может помочь материалу расшириться и обеспечить соответствующий зазор. Повышение температуры или использование материалов с пониженной вязкостью, напротив, может помочь уменьшить слишком большой зазор. Одним из наиболее важных видов деятельности в процессе экструзионного производства является поиск и устранение неисправностей. Неэффективное устранение неполадок может привести к длительным простоям, некачественной продукции и, следовательно, к потере прибыли. Производители могут обнаружить и устранить основные проблемы, изучив такие факторы процесса экструзии, как температура, давление и качество материала. Регулярный мониторинг процесса экструзии и частые замеры зазоров помогут устранить неполадки и предотвратить будущие проблемы.
На следующем рисунке показано, что экструдер находится в потоке воздуха, в этом случае первое, что нам нужно проверить, это установлен ли дивертор в вентиляционном отверстии или нет.
В следующем видеоролике показано устранение неполадок в работе двухшнекового экструдера,
Тематические исследования
Зазор между стволом и шнеком в пластиковом экструдере:
Поддержание правильного зазора имеет решающее значение в операциях экструзии пластмасс для получения высококачественных изделий из пластика. Для обеспечения стабильного зазора производители используют современные лазерные измерительные приборы и сложные механизмы управления. В результате достигается высокое качество продукции, сокращаются отходы материалов и повышается эффективность производства.

Зазор между стволом и шнеком в пищевой промышленности:

Зазор между шнеком и бочкой имеет решающее значение в пищевой промышленности для обеспечения качества и текстуры пищевых продуктов. Производители могут изготавливать широкий ассортимент продуктов питания, от экструдированных снеков до текстурированных растительных белков, тщательно регулируя зазор и изменяя его в зависимости от конкретного обрабатываемого пищевого продукта.
Тенденции будущего
По мере развития технологий в экструзионной промышленности ожидаются новые прорывы в подходах к контролю зазоров. Совершенствование средств измерения, автоматизации и систем мониторинга процессов позволит производителям повысить точность размеров зазоров, что приведет к улучшению качества продукции и повышению эффективности производства. Производители могут оптимизировать свои процессы экструзии, оставаться конкурентоспособными на рынке и удовлетворять постоянно растущие потребности отрасли, понимая роль и значение зазора между шнеком и бочкой.
Заключение
В конечном итоге зазор между шнеком и бочкой является важной частью процесса экструзии. Его размеры и содержание напрямую влияют на качество продукции, эффективность экструзии и общий успех производства. Производители могут контролировать зазор и добиваться идеальных результатов, учитывая такие факторы, как температура, качество материала, конструкция, износ, скорость сдвига и давление. Использование подходящих измерительных инструментов, процедур устранения неисправностей и изучение реальных примеров может помочь еще больше усовершенствовать подходы к контролю зазора. Производители могут полностью раскрыть потенциал экструзионных процессов и предоставить потребителям превосходную продукцию, если они будут иметь глубокое представление о зазоре между шнеком и бочкой.
Вопросы и ответы
1. Что такое зазор между шнеком и стволом при экструзии и почему он важен?
Анс. Пространство или расстояние в экструзионной машине между внутренней поверхностью бочки и вращающимся шнеком называется "зазором между шнеком и бочкой". Он очень важен, поскольку контролирует поток и обработку материалов, влияя на качество продукции и эффективность производства.
2. Как точно измерить зазор между винтом и стволом?
Ответы. Для измерения зазоров можно использовать различные методы, такие как щупы, ультразвуковые датчики и лазерные измерительные системы. Последовательный контроль зазоров обеспечивается регулярным мониторингом.
3. Каковы последствия неправильного зазора в процессах экструзии?
Ответ. Неточный зазор может привести к изменению качества, увеличению производственных затрат и браку продукции. Соблюдение правильного зазора необходимо для достижения наилучших результатов.