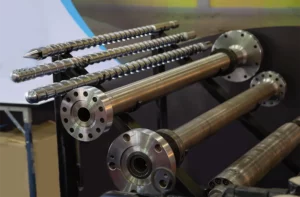
Инжекционный шнек и бочка являются ключевыми компонентами в промышленности по переработке пластмасс и резины. Будь то OEM или ODm, конические или параллельные шнеки, бочки являются основой инжекционных и экструзионных машин. От этих деталей в значительной степени зависит производительность термопластавтомата.
Современный производители шнеков и бочек позволяют накатывать резьбу с высокой точностью в узком допуске. Меньший допуск пропорционален долговечности специального инструмента для изготовления резьбы.
Компания Jinhua является профессиональным производителем инжекционных винтов и бочек. Популярными размерами наших литьевых винтов и бочек являются:
1.¢16
2.¢30
3.¢60
4.¢70
5.¢80
6.¢90
7.¢110
8.¢170
9.¢220
10.И другие
Кроме того, компания Jinhua предлагает следующие шнеки и бочки для литья под давлением:
- Шнек и бочка для литья под давлением
- Бочка для литья под давлением
- Шнек для термопластавтомата
Шнек и бочка для литья под давлением играют важную роль в работе термопластавтоматов. С помощью шнека и бочки для литья под давлением превращение сырых гранул смолы в высококачественные пластиковые изделия становится чрезвычайно удобным.
Не будет ошибкой, если мы скажем, что винт является движущей силой этого преобразования. Поэтому качество материала шнека и бочки здесь очень важно. Только высококачественные шнеки и бочки выдерживают жесткие условия процесса формовки.
Допуски винтов и бочек для литья под давлением
Диаметры винтов
Стандартный допуск на внешний диаметр винта составляет +/- 0,001 дюйма на дюйм диаметра. Например, винт диаметром 2 дюйма будет иметь допуск +/- 0,002 дюйма.
Винтовые полеты
Расстояние между внутренним диаметром ствола и внешним диаметром винта называется зазором. Впоследствии его обычно определяют в диапазоне от 0,004 до 0,006 дюйма на дюйм диаметра. Например, зазор для 2-дюймового винта будет составлять от 0,008 до 0,012 дюйма.
Длина винта
Стандартный допуск на длину винта составляет +/- 1/32 дюйма.
Диаметры стволов
Как правило, внутренний диаметр ствола определяется с допуском +/- 0,001 дюйма на каждый дюйм диаметра. Например, ствол диаметром 2 дюйма имеет допуск +/- 0,002 дюйма.
Прямолинейность ствола
Обычно для прямолинейности ствола указывается допуск +/- 0,001 дюйма на дюйм длины.
Концентричность ствола
Допуск на концентричность ствола составляет +/- 0,001 дюйма.
Соответствие винтов и стволов
Для достижения оптимальных результатов шнек и бочка должны соответствовать друг другу. Зазор между витками шнека должен быть в пределах требуемого диапазона допусков, чтобы обеспечить эффективное плавление и смешивание пластика. Шнек и бочка должны быть плотно прилегающими друг к другу, чтобы избежать утечек и обеспечить ровное качество расплава.
Влияние допусков на процесс литья под давлением
Бесперебойный и качественный процесс литья под давлением зависит от того, насколько точно соблюдается допуск на размеры шнека и бочки. Чрезмерно низкие допуски могут привести к таким проблемам, как:
- -Утечка
- -Низкое качество расплава
- -Некачественные детали
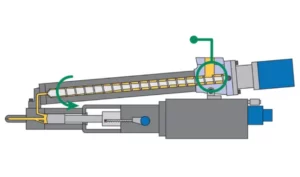
Экструзионная система состоит из бочки и шнека. Ствол работает в тех же условиях, что и шнек, включая:
- -Высокое давление
- -Высокая температура
- -Экстремальный износ
- -Специфическая коррозия
Ствол также выполняет функцию теплообменника в процессе экструзии, направляя тепло к материалу или отводя от него. И ствол, и головка машины должны быть оснащены системой нагрева и охлаждения.
Конструкция бочки
Интегральные бочки и интегрированные бочки - это два типа бочек по общей структуре.
(1) Встроенный ствол
Такая конструкция позволяет обеспечить высокую точность изготовления и сборки. Кроме того, упрощается установка, монтаж и демонтаж системы нагрева и охлаждения, а тепло распределяется сравнительно равномерно в осевом направлении. Поэтому требования к обработке и производству этого типа бочек выше.
(2) Комбинированный ствол
Комбинированная бочка состоит из различных секций бочки. Он может использоваться как с вентилируемыми, так и с экспериментальными экструдерами. Первая используется для облегчения регулировки длины ствола для установки шнеков с различным соотношением сторон, а вторая - для установки вытяжной секции.
Комбинированные бочки также могут использоваться для сбора и накопления материалов, что полезно для малых и средних фабрик. Однако комбинированная бочка нуждается в высокоточной обработке. Для крепления различных частей комбинированной бочки часто используются фланцевые болты.
В результате нагрев ствола происходит менее равномерно, и теряется больше тепла. Установка и обслуживание систем отопления и охлаждения также чрезвычайно сложны.
(3) Биметаллический ствол
Многие стволы имеют втулку из легированной стали внутри корпуса из литой или углеродистой стали, которая не только удовлетворяет требованиям к материалу, но и защищает драгоценные металлы. После некоторого износа втулку можно снять и заменить. Втулка и ствол должны идеально сочетаться друг с другом, чтобы гарантировать, что теплопроводность по всей стенке ствола не нарушается.
Втулка и ствол не должны смещаться относительно друг друга, и они должны легко сниматься. Это означает точный выбор подходящей посадки.
Использование бочки в машине для литья под давлением
Бочка обеспечивает идеальную передачу тепла пластиковому материалу и надежно удерживает шнек.
Он оснащен нагревательными элементами, которые поддерживают температуру, необходимую для плавления пластиковых гранул, на равномерном уровне. Бочка также важна для процедуры гомогенизации, поскольку она обеспечивает тщательное перемешивание и устраняет любые дефекты в расплавленном пластике.
Ствол дополнительно обеспечивает давление, необходимое для подачи расплавленного пластика через сопло в форму.
Допуски при литье под давлением
Наиболее важными элементами проектирования и производства при литье под давлением являются точные измерения и жесткие допуски. Компоненты могут работать хорошо, а могут и не работать, если они точно соблюдаются в рамках плана.
Жесткий допуск является жизненно важной деталью, особенно для сложных пластиковых деталей, изготавливаемых методом литья под давлением. Очень точный допуск для литья под давлением составляет +/- 0,025 мм, в то время как средний допуск составляет +/- 0,1 мм.
Зазоры и допуски в винте и стволе
Допуски и зазоры в машинах для литья под давлением жизненно важны для эффективной и точной работы этих деталей. Шнековый ствол обеспечивает получение конечного продукта с гладкой поверхностью при заданной скорости.
Производители и пользователи оборудования для переработки пластмасс должны уделять пристальное внимание регулированию зазоров и допусков, чтобы обеспечить эффективную и надежную работу оборудования.
Эффективность и безупречность систем шнеков и бочек в машинах для переработки пластмасс должна поддерживаться путем регулярного технического обслуживания, осмотра и соблюдения требований производителя.
Заключение
В заключение следует отметить, что при литье под давлением крайне важно учитывать допуски шнека и бочки, чтобы поддерживать общий производственный процесс. Впоследствии выбор материала также играет ключевую роль. Поэтому всегда помните, что точность и допуски играют важную роль в качестве конечного продукта.